Platform voor de metaal- & staalverwerkende industrie
Toen Paul Horn in 1972 de wisselplaat type 312 introduceerde, bracht dat een kleine revolutie op het vlak van groeven maken teweeg. Het Duitse bedrijf was de eerste fabrikant ooit die een driesporig gereedschapssysteem presenteerde met een stationaire hardmetalen beitel voor het maken van groeven. In de hedendaagse verspanende industrie zijn processen als afsteken of radiaal, axiaal en intern groeven dagelijkse kost. De drang naar innovatie en technische perfectie in het DNA van HORN zorgt ervoor dat de fabrikant ook vandaag voor deze toepassing de norm in gereedschapstechnologie zet.
De wisselplaat type 312 is vandaag nog steeds heel populair. HORN is echter nooit gestopt met het ontwikkelen van nieuwe oplossingen en het optimaliseren van zelfs de meest succesvolle productreeksen. Bovendien worden de gereedschappen ook ingezet in de eigen productie. Oorspronkelijk werd deze wisselplaat bijna uitsluitend in de automobielsector gebruikt, maar intussen zijn de toepassingen veel ruimer. Deze 312 wordt onder meer ingezet voor werkstukken in de medische technologie, bij de vervaardiging van hydraulische componenten en voor alledaagse voorwerpen zoals juwelen of balpennen.
De gereedschapsspecialist heeft sinds 1972 echter nog veel andere tools ontwikkeld, die net als de wisselplaat type 312 met succes voor het maken van groeven gebruikt worden.

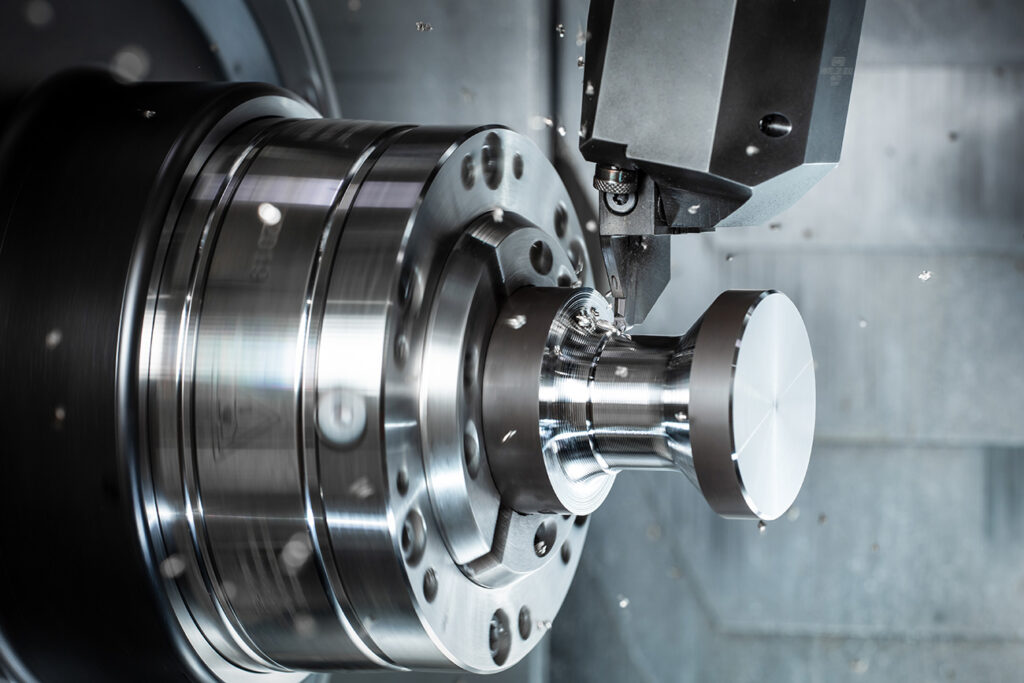
Bij het groeven wordt een smalle snijkant gebruikt die het werkstuk in radiale of axiale richting binnendringt. De kunst is onder andere om de stroom van spanen te beheersen. Klemspanen, spaanophopingen of lange lintspanen moeten vermeden worden, want die hebben een negatieve invloed op de procesbetrouwbaarheid en kunnen leiden tot flanken met krassen en breuk bij de gereedschappen. Afhankelijk van het te bewerken materiaal en het type bewerking, heeft HORN verschillende spaanvormgeometrieën ontwikkeld die zorgen voor procesbetrouwbare spaanafbuiging, spaangeleiding en spaanbreuk.
Ook de toevoer van koelsmeermiddel is belangrijk. Moderne werktuigdragers hebben meestal een interne koelmiddeltoevoer, waardoor een effectieve koeling van de contactzone tussen de snijkant van het gereedschap en het werkstuk ontstaat. HORN biedt bovendien een snij-inzetstuk van het type S100, dat de contactzone rechtstreeks via het snij-inzetstuk van koelvloeistof onder hoge druk voorziet.
Tot slot spelen ook de kwaliteit van de gebruikte hardmetalen, de kwaliteit van de snijkant en de coating van het snijgereedschap een doorslaggevende rol voor een betrouwbaar en economisch scheidingsproces.

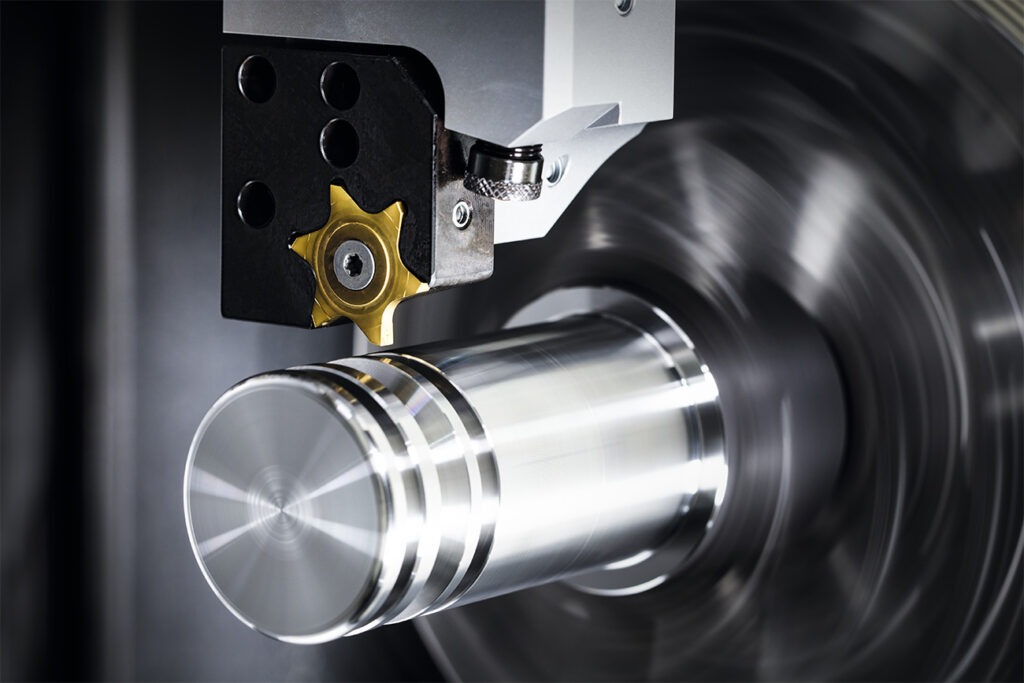
Met behulp van trochoïdale wisselplaten maakt men op de werkvloer een brede en diepe groef in een luchtvaartonderdeel. Deze gereedschappen zijn immers zeer geschikt voor de productie van diepe en brede groeven waarbij een groot spaanvolume gegenereerd moet worden. De operatoren vervaardigen het onderdeel uit 1.4548 (X5CrNiCuNb17-4-4), een staal met hoge sterkte en taaiheid. Een S229 inzetstuk met een radius van 2 mm wordt gebruikt voor het opruwen.
Het maken van de groef verloopt als volgt: de groef van 30 mm breed en 15 mm diep wordt trochoïde ruw gesneden met het inzetstuk met volledige straal bij een snijsnelheid van vc = 140 m/min met een snijdiepte van ap = 1 mm. De aanzet is geprogrammeerd met fn = 0,25 mm/omwenteling. De afwerkingstoeslag is 0,2 mm. Ook voor de afwerking wordt een snij-inzetstuk van het S229-systeem gebruikt. Die afwerking gebeurt van twee zijden met een 3 mm brede groefplaat. De hoekradius is 0,2 mm. In minder dan twee minuten is de groef gemaakt.
Een klant uit de medische sector zet het Supermini-systeem type 105 in bij de productie van een dunwandig kleppendeksel uit titanium voor toepassing bij een cerebrospinaal vloeistofshuntsysteem. Naast een tool voor de axiale uitparingen moest de operator ook over een speciaal gereedschap voor de afwerking van de passing van het deksel beschikken. Hiervoor ontwikkelde HORN het Supermini systeem met een hoekradius van 0,05 mm. De uitdagingen bij het bewerken van titanium liggen in de warmteafvoer en de beheersing van de spanenstroom. De implantaten van de klant zijn ook aan strenge criteria onderworpen, onder meer met betrekking tot het oppervlak. Zo mogen er zeker geen bramen voorkomen.
De gereedschappen van HORN zijn ideaal voor dergelijke veeleisende toepassingen. De gereedschapsspecialist blijft intussen fors inzetten op de ontwikkeling van nieuwe tools en de optimalisatie van bestaande producten. Het maken van groeven, met andere woorden bewerkingen tussen twee flanken, blijft daarbij een van de belangrijkste disciplines.

Paul Horn GmbH has been developing and producing grooving, side turning and slot milling tools since 1969; these tools occupy a leading...
Bekijk BedrijfsprofielLouwers Mediagroep
Domein de Herten
Hertsbergsestraat 4
8020 Oostkamp, België



