Platform voor de metaal- & staalverwerkende industrie
De EMO Hannover doet al jaren dienst als graadmeter voor de verspanende industrie. Op de stand van Paul Horn regende het naar goede gewoonte innovaties die garant staan voor kortere bewerkingstijden, een betere oppervlaktekwaliteit en hoge nauwkeurigheden. We zetten de belangrijkste voor u op een rijtje.
Paul Horn GmbH presenteerde tijdens de EMO een nieuwe variant van het succesvolle precisiegereedschapssysteem. De nieuwe geometrie HP is geschikt voor boren, uitdraaien, vlakdraaien en overdraaien. Horn biedt daarmee een multifunctioneel gereedschap voor meerdere toepassingen. Met de nieuwe mesgeometrie zijn hogere snijwaarden en aanvoerbewegingen mogelijk. Bij het uitdraaien ontstaat aan de basis een vlakke 90°-schouder. De sleepsnede (Wiper geometrie) zorgt ook bij hoge verplaatsingen voor een hoge oppervlaktekwaliteit. Het systeem is ook geschikt voor volboren met een diameter van 3 mm tot 7 mm. De Supermini HP biedt de mogelijkheid om na het boren – zonder gereedschapswissel – direct de binnencontour uit te draaien. Met de eensnedige uitvoering kunnen ook verschillende boringdiameters met één gereedschap worden geproduceerd. Naast de nieuwe geometrieën ontwikkelde Horn een nieuw houdersysteem voor de Supermini Typ 105. Bij de nieuwe spanning wordt niet meer het mantelvlak, maar een spanwig aan de voorkant gebruikt. Dit leidt tot een hogere houdkracht van de snijplaat en dus een hoge stijfheid van het gehele systeem. De nieuwe spanning verhoogt bovendien de herhalingsprecisie bij het wisselen van de snijplaat en zorgt voor een betere benutting van de beschikbare bouwruimte door bediening aan de voorkant. Dit is een groot voordeel bij langdraaimachines, omdat de gebruiker het snij-inzetstuk kan wisselen, zonder de gereedschapshouder te moeten demonteren.

Hoge prestaties bij rvs en superlegeringen.
Paul Horn biedt voor het afsteeksysteem S100 nieuwe houdervarianten voor het afsteken op draai-/freesmachines met verplaatsing via de Y-as. Dit maakt een hoogwaardig steekproces met hoge snijwaarden mogelijk en dus kortere bewerkingstijden. Bovendien bestaat de mogelijkheid voor het afsteken van grote diameters met een compacte steekhouder en afsteken met smallere steekbreedtes. Door de nieuwe positionering van het mes in de gereedschapsdrager worden de snijkrachten in de hoofddoorsnede van de steekhouder geleid. Daardoor ontstaat bij gelijkblijvende doorsnedes van de steekhouders een hogere stijfheid van het gehele systeem. Dit maakt grotere verplaatsingen bij dezelfde steekbreedte mogelijk. Dankzij de wrijvingskrachtverbinding in de lengterichting van het gereedschap kunnen smallere houders bij dezelfde stijfheid van het systeem worden gebruikt. Bij moderne generaties van de draai- en freesmachines leidt het afsteken met de nieuwe steekgereedschappen ertoe dat de snijkracht in spindelrichting wordt uitgeoefend, waardoor de stijfheid van het totale systeem wordt verhoogd.
Met de nieuwe gereedschapscoating IG35 bieden Horn gereedschapssystemen hoge prestaties en standtijden bij de bewerking van rvs, titanium en superlegeringen. In combinatie met de geometrieën 3V en FY remt de aluminum-titaniumsiliciumnitridelaag de vorming van opbouwsnijkanten dankzij de lage wrijvingswaarden. Door de HiPIMS coatingtechnologie is de coating zeer glad met een hoge warmtebestendigheid. Daarnaast is de gereedschapscoating vrij van laagdefecten zoals droplets of andere fouten aan de snijkant. Horn stemt het coatingsysteem, de spanvormgeometrieën en de microgeometrieën af op typische toepassingen zoals het inwendig en uitwendig steken, langdraaien, cirkel- en volhardmetaalfrezen. De gebruiker kan hogere snijwaarden kiezen, waardoor de cyclustijd kan worden verkort, wat ook een positief effect op de stukkosten heeft. Bovendien wordt door het gebruik van de nieuwe coating de kwaliteit van de oppervlakken verhoogd. De coating IG35 is beschikbaar voor de steeksystemen S100, S101, S224, S229, S274 en voor het cirkelfreessysteem en het volhardmetaalfreessysteem.

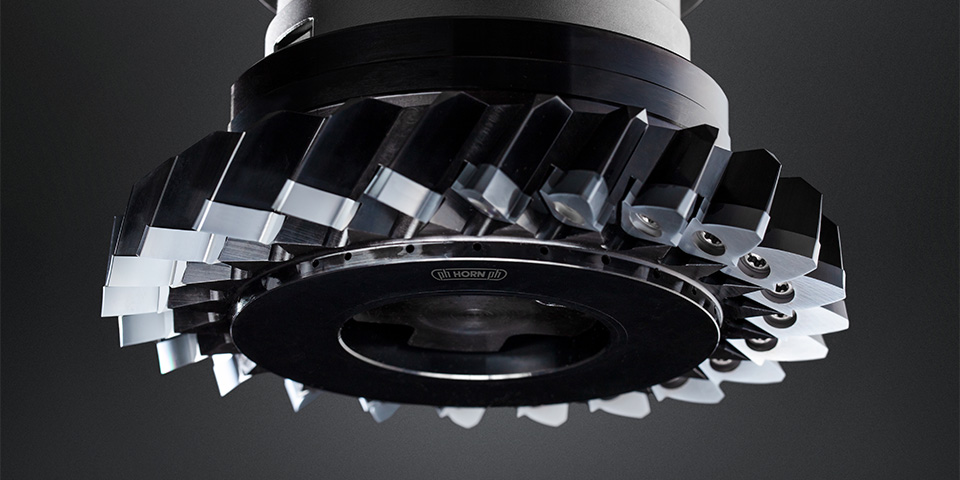
Zes snijkanten zorgen voor een voordelige prijs
Paul Horn GmbH ontwikkelt het tangentiaalfreessysteem M610 consequent verder. Na de schijffrees wordt het programma nu uitgebreid met een 90°-hoekfrees en nieuwe snijmaterialen. Het gepatenteerde gereedschapssysteem zorgt met positieve span- en axiale hoeken voor een zachte snede. De precies geslepen wisselplaten bieden zes bruikbare snijkanten voor hoge nauwkeurigheden en oppervlaktekwaliteit. De extra vrije vlakfase zorgt voor een stabiele wighoek en een bijzonder rustig freesproces. Het freeslichaam is met een speciale oppervlaktebehandeling tegen de schurende spanen beschermd. Dankzij de zes snijkanten per wisselplaat is dit een voordelige optie. Voor de bewerking van verschillende materialen biedt HORN de snijplaten aan in de substraten AS46, IG35 en NE2B in rechter- en linkeruitvoering en met hoekradii van 0,4 mm of 0,8 mm. De maximale snijdiepte (ap) is 9,9 mm.
Voor het rolsteken van grotere modules zijn grote en stijve frees-/draaimachines nodig, die de vereiste synchronisatie tussen werkstuk- en gereedschapsspindel mogelijk maken. Na de ervaringen met kleine volhardmetalen rolsteekgereedschappen zet HORN de verzamelde knowhow nu in voor grotere modules. Het gereedschapssysteem is gebaseerd op snijplaattype S117. De gepatenteerde plaatzitting van het eensnedige gereedschap zorgt voor een nauwkeurige spanning en positionering bij een hoge stijfheid van het totale systeem met hoge herhalingsnauwkeurigheden. Het geslepen spaangeleidingsniveau en de directe schroefverbinding van de snijplaten zorgen voor een zeer goede spaanafvoer uit de bewerkingszone. Alle messen worden door de interne koelmiddeltoevoer direct gekoeld. Het productassortiment van Horn bestaat uit een breed gereedschapsprogramma voor de productie van verschillende vertandingsgeometrieën van module 0,5 tot module 30.
Louwers Mediagroep
Domein de Herten
Hertsbergsestraat 4
8020 Oostkamp, België



