Platform voor de metaal- & staalverwerkende industrie

Draaien is een van de oudste bewerkingsprocessen ter wereld en gaat zelfs terug tot Egyptische tijden. Een rijke geschiedenis dus maar dat wil allerminst zeggen dat de ontwikkelingen in draaien al opgedroogd zijn. Moderne draaicentra en draaibanken zijn een sterk staaltje van gesofisticeerde technologie. Maar er moeten wel een aantal knopen doorgehakt worden om tot de juiste machine voor uw proces te komen.
Een draaibank of een draaicentrum? In principe is er in theorie geen verschil. In de praktijk wordt het onderscheid gemaakt in de toevoeging van extra bewerkingen. Wordt er enkel gedraaid met de machine dan spreken we over een draaibank. Komt er ook frezen, boren of tappen aan te pas of een subspindel voor bijkomende bewerkingen dan hebben we te maken met een draaicentrum. Zij bieden meer dan alleen maar draaien en zijn eigenlijk een doorontwikkeling van de CNC-draaibank.
Bij gang tooling bevinden de gereedschappen zich op een rij in de draaibank. Deze methode leent zich meer voor het verspanen van kleine stukken.
CNC-draaicentra bestaan in horizontale en verticale uitvoering. Daarnaast bestaan er die omgekeerd verticaal draaien door de positie van de spindel en de klauwplaat te wisselen. Elk type beschikt over dezelfde componenten. Het verschil zit hem louter in de oriëntatie. Maar wat moet u voor ogen houden om de juiste configuratie voor uw toepassing te kiezen? Het voordeel van horizontaal draaien is dat zwaartekracht de spanen wegtrekt van het werkstuk. Ze vallen neer op een spaantransportband of -opvangbak. Bij verticale draaibanken zal de zwaartekracht helpen om het werkstuk in zijn houder vast te zetten. Spanen kunnen dan wel voor problemen zorgen, zeker als de stukken concaaf zijn. Er moet dus een zeer efficiënte bescherming aanwezig om te verhinderen dat de spanen schade aan het werkstuk aanbrengen. Horizontale draaibanken zijn meer flexibel, aangezien ze over langere bedlengtes beschikken ten opzichte van hun spindelformaat. Maar wanneer er korte stukken met een grote diameter verspaand moeten worden, zeker wanneer het zware stukken betreft, zal een verticale draaibank betere resultaten neerzetten. Formaat is de grootste onderscheidende factor tussen beide configuraties. Daarnaast zal de automatiseringsgraad bepalend zijn. Voor horizontaal draaien gaat dat het eenvoudigst. Bij verticaal heb je wel het voordeel dat de robot het stuk niet in de zitting moet duwen dankzij de zwaartekracht. Hier ligt ook de toegevoegde waarde van omgekeerd verticaal draaien. De spindel kan het stuk dan opnemen, zodat er geen robot nodig is voor handling.

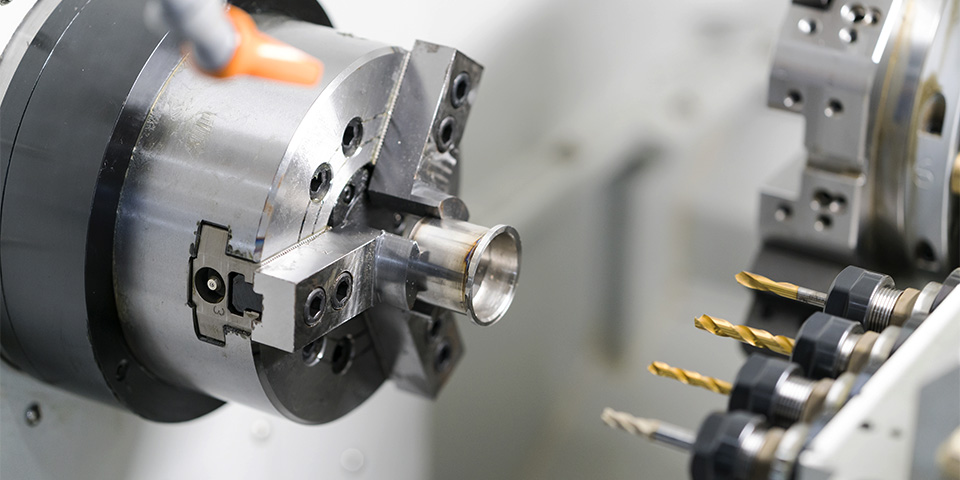
Tussen draaibanken en draaicentra zit het verschil hem vooral in de opspanning. Draaicentra vragen in veel gevallen om een opspanning op maat van het werkstuk.
Hoe de gereedschappen aangebracht moeten worden geeft vaak veel stof tot discussie. Er zijn twee systemen. Bij turret tooling worden de snijgereedschappen gemonteerd in een roterende, indexeerbare gereedschapshouder. Bij gang tooling bevinden ze zich op een rij in de draaibank, vergelijkbaar met de tafel op een freesmachine. Deze laatste methode leent zich meer voor het verspanen van kleine stukken, waar slechts een beperkt aantal gereedschappen voor nodig is. De cyclustijd kan immers geminimaliseerd worden omdat er geen indextijd moet gerekend worden voor de turret. Gereedschapswissels nemen ook weinig tijd in beslag. Ideaal voor grote series dus. Bij een turret zit de toegevoegde waarde in het grotere werkbereik en minder interferentie van gereedschap tot gereedschap.
Het voegt ook flexibiliteit toe, omdat er meer gereedschappen kunnen klaar gehouden worden, waardoor er bijvoorbeeld niet moet gewisseld worden voor het volgende stuk. Over het algemeen werkt een turret beter voor grotere stukken. Als je een brede waaier aan stukken hebt en flexibiliteit zoekt zal turret de beste optie zijn.

Het formaat van het werkstuk is de grootste onderscheidende factor tussen beide configuraties.
Draaibanken en -centra kunnen ook met aangedreven gereedschappen uitgerust worden. Deze krijgen dan hun vermogen van een onafhankelijke elektrische motor. Er komt dan geen riemoverdracht aan te pas, het gereedschap functioneert als een integrale spindel. De meeste gebruikers beseffen pas wanneer ze aangedreven gereedschappen gebruiken wat de voordelen kunnen zijn. Naarmate de series kleiner worden en de machinecapaciteiten toenemen, zullen aangedreven gereedschappen hun opmars verder zetten. Ze reduceren immers heel wat manueel werk waar conventioneel CNC-draaien mee gepaard gaat.
Automatisering is sinds het aanbreken van Industrie 4.0 steeds minder weg te denken op de werkvloer. CNC-draaibanken zijn daar geen uitzondering op. De configuratie van de draaibank zal wel een invloed hebben op hoe die automatiseringsoplossing eruit ziet. Horizontale draaibanken worden meestal beladen door een operator. Daar komt dan een robot of een portaalkraan aan te pas. Een goede stelregel is om de robot 80% van de tijd aan het werk te houden. Hij bedient daarom vaak twee machines. Tussen draaibanken en draaicentra zit het verschil hem vooral in de opspanning. Draaicentra vragen in veel gevallen om een opspanning op maat van het werkstuk. Bij een draaibank volstaat meestal een klauwplaat met drie klauwen. Hier is er een zeer grote flexibiliteit in werkstukken.

Horizontale draaibanken worden meestal beladen door een operator. Daar komt dan een robot of een portaalkraan aan te pas als men wil automatiseren.
Het maximaliseren van de efficiëntie staat voorop op de productievloer. Dat gaat hand in hand met het minimaliseren van fouten. Operatoren willen vaak de toevoer en de snelheid opdrijven. Ze doen bijvoorbeeld nog 20% meer dan wat aanbevolen is. Dat kan, maar dat kan tevens tot zeer veel schade leiden. Dus dan houdt men het beste een oogje in het zeil. Door echter wat gas terug te nemen kan men het risico op gereedschapsbreuk enorm terugdringen. De cyclustijd lijkt dan misschien lager, maar op het einde van de maand zal de doorvoer hoger liggen. Daarnaast is uiteraard training van belang. Het gaat om high-tech machines. Geef personeel (operatoren, werkvoorbereider, programmeur …) dan ook alle skills om het maximale uit die machine te halen.
Louwers Mediagroep
Domein de Herten
Hertsbergsestraat 4
8020 Oostkamp, België



