Platform voor de metaal- & staalverwerkende industrie
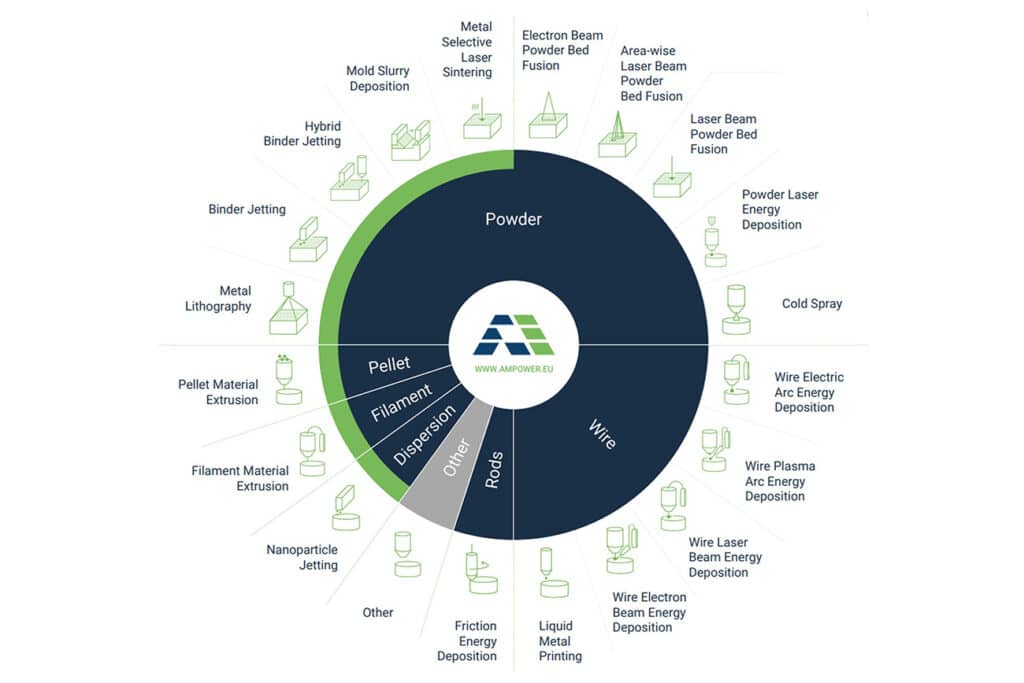
Metalen onderdelen worden steeds vaker met additieve manufacturing (AM of 3D-printing) vervaardigd. Er zijn intussen achttien verschillende technieken beschikbaar voor additieve fabricage van metalen onderdelen. Maar vaak zijn 3D-geprinte werkstukken nog beperkt in afmetingen. Een oplossing om grote onderdelen te produceren is het werkstuk op te delen in verschillende stukken, en die vervolgens aan elkaar te lassen. Daarnaast bestaat de noodzaak om AM-onderdelen te verbinden met conventionele producten, voor het geval deze moeten geïntegreerd worden in bestaande producten of structuren. Met het COAMWELD project wil het Belgisch Instituut voor Lastechniek dit onderzoeken.
3D-printen vereist las- en verbindingsprocessen om metalen AM-onderdelen te kunnen lassen tot grotere assemblages, en de mogelijkheid om metalen AM-onderdelen die gebreken vertonen te herstellen en opnieuw te bewerken. Een betrouwbare verbindingstechnologie biedt een grotere ontwerpflexibiliteit voor additief vervaardigde onderdelen, die anders onmogelijk te produceren zouden zijn wegens de beperkingen van de grootte van de apparatuur.
Het doel van het COAMWELD project is de ontwikkeling van verbindingsconcepten voor het lassen van metaal-geprinte onderdelen aan conventioneel vervaardigde werkstukken. Het lassen van metalen 3D-geprinte onderdelen kan problematisch zijn, omdat de materialen een andere structuur hebben (dichtheid, microstructuur…), vergeleken met elkaar, en vooral vergeleken met onderdelen gemaakt van conventionele metalen.
Momenteel bestaan er geen richtlijnen voor het maken van dergelijke lassen. Deze kennis wordt ontwikkeld om op kwalitatieve wijze deze verschillende metaalcombinaties met elkaar te kunnen verbinden. Er worden verschillende verbindingstechnologieën overwogen en de haalbaarheid ervan wordt onderzocht voor een selectie van lasprocessen. De volgende onderwerpen worden onderzocht:
· Welke processen kunnen gebruikt worden om AM-onderdelen te verbinden met conventioneel vervaardigde stukken?
· Richtlijnen voor de optimale combinatie van conventionele lastechnieken en AM-
technieken.
· Wat zijn de gevolgen van het toegepaste lasproces voor de (mechanische) eigenschappen van de onderdelen en voor de verbinding zelf?
In de literatuur is zeer weinig informatie beschikbaar over het gebruik van lastechnieken voor AM-onderdelen en de mechanische eigenschappen en microstructuur in de laszone van dergelijke verbindingen.
De volgende AM-processen werden in aanmerking genomen in het project: L-PBF (selectief lasersmelten), L-DED (direct energy deposition met laser), PMD (plasma metal deposition met poeder of draad) en DED-GMA (WAAM). De te onderzoeken AM-materialen zijn:
· Staal: AWS ER 70S-6 koolstof staal met WAAM en HC380LA met L-PBF.
· Rvs AISI 316L vervaardigd met L-PBF, en 316LSi vervaardigd met L-DED.
· Aluminium AA5183 met WAAM en AlSi10Mg met L-PBF.
De AM-materialen werd steeds gelast aan gelijkaardige conventionele materialen (S355, AISI 316L en AA5083). Een soortgelijke taak werd uitgevoerd voor de lasprocessen, om de potentieel haalbare verbindingstechnieken te identificeren. Wat betreft de te onderzoeken lasprocessen werd de volgende keuze gemaakt: MIG/MAG-, TIG-, plasma-, laser-, wrijvingslassen en wrijvingsroerlassen (friction stir welding; FSW). De gekozen booglasprocessen zijn processen die op grote schaal gebruikt worden in de industrie. De bovenstaande keuzes sluiten niet uit dat tijdens het verder verloop van het project nog andere processen onderzocht zullen worden.
Gebaseerd op de bovenstaande informatie en de beschikbare normen voor het conventioneel lassen van de gespecifieerde materialen (bv ISO 15614), werd een onderzoeksplan opgesteld. Hierin worden de lasgeometrie, de vorm en afmetingen van de proefstukken, de uit te voeren beproevingen, en de aanvaardingscriteria gespecificeerd. Voor het uitvoeren van het generieke onderzoek werd gekozen voor twee lasconfiguraties; stompe verbindingen van buizen en platen. Een generiek experimenteel onderzoek wordt uitgevoerd naar de factoren die de gewenste verbindingseigenschappen bepalen. De geselecteerde materialen werden gelast met behulp van de genoemde lasprocessen, teneinde:
· de lasbaarheid te onderzoeken,
· de te behalen laseigenschappen met de verschillende processen in kaart te brengen,
· de mogelijkheden van de verbindingsprocessen te benchmarken.
Het doel is het toepassingsgebied van elk lasproces voor het verbinden van AM-onderdelen te bepalen.
Voor alle uitgevoerde lassen werden steeds de beproevingen uitgevoerd zoals gespecificeerd in de norm ISO 15614-1 & 2. Dit omvatte een metallografisch onderzoek, samen met hardheidsmetingen, en trek- en plooiproeven.
Voor het verbinden van conventioneel vervaardigde aluminiumlegeringen, maar vooral voor het verbinden van AM-aluminiumlegeringen, worden porositeiten beschouwd als de meest kritieke uitdaging voor de laskwaliteit. Dit is hoofdzakelijk toe te schrijven aan de lage oplosbaarheid van waterstof in aluminium bij lage temperatuur.
Tijdens het lassen is de oplosbaarheid van waterstof in het smeltbad zeer hoog, door de hoge procestemperatuur. Bij snelle afkoeling tijdens het stollen van het smeltbad kan de waterstof, die nu niet meer oplosbaar is, niet tijdig ontsnappen uit het smeltbad en blijft achter als porositeiten. Om dit te voorkomen is het raadzaam om na het beëindigen van het lasproces gecontroleerd af te koelen.
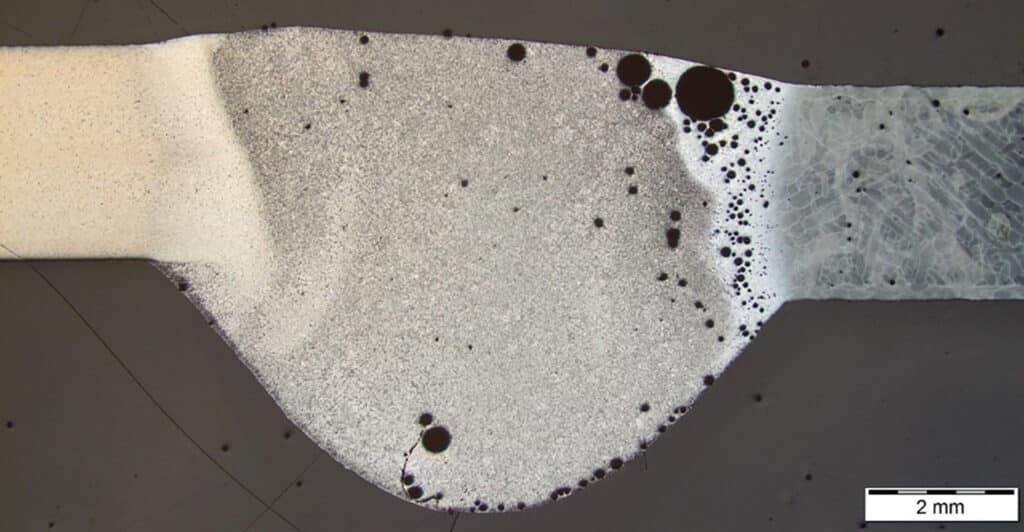
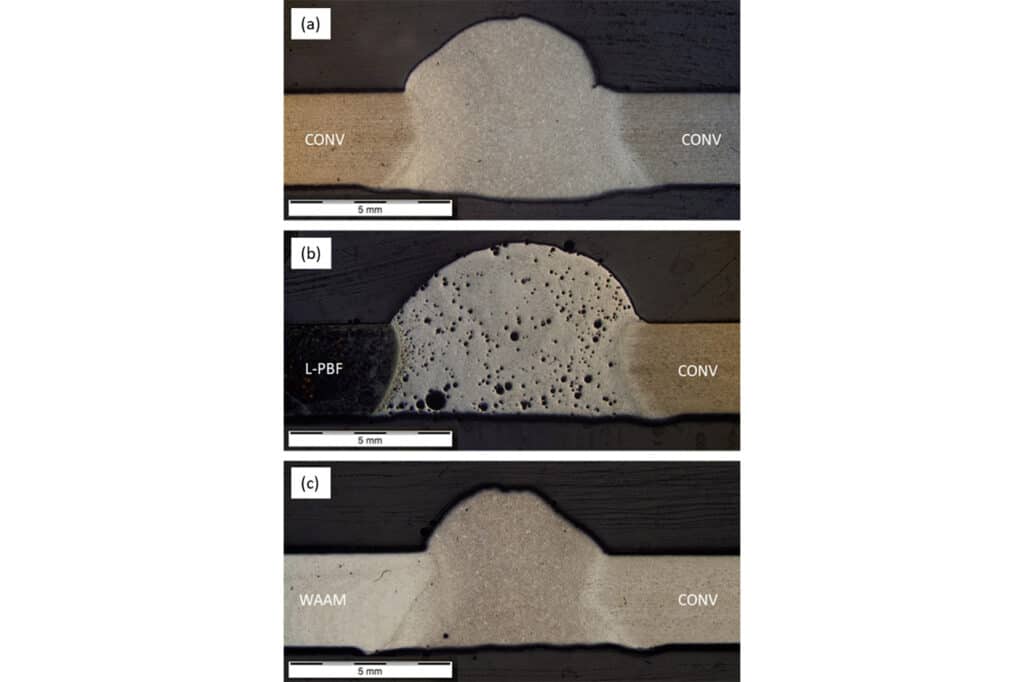
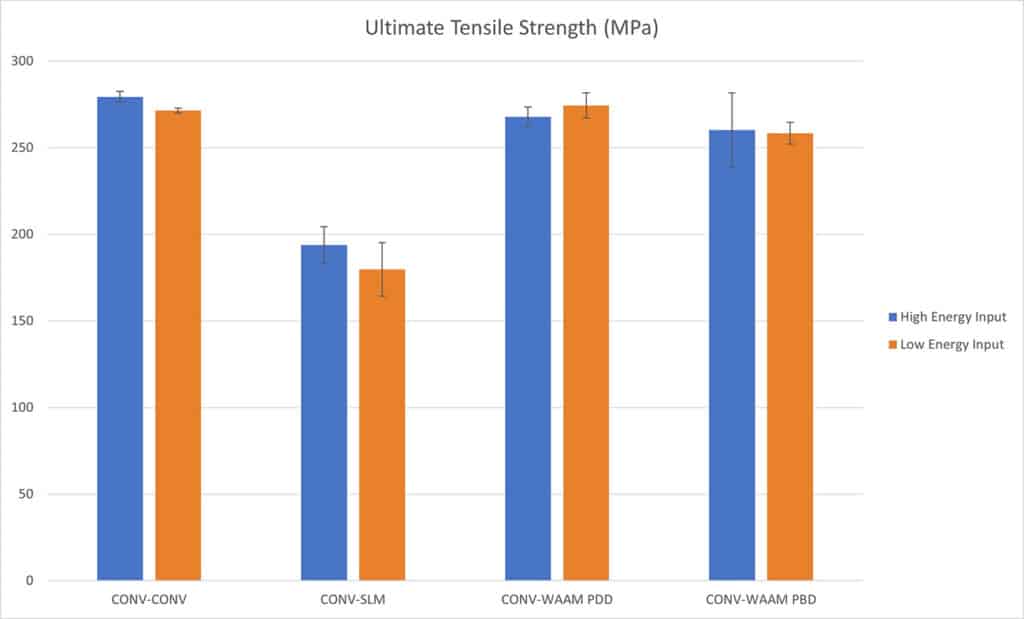
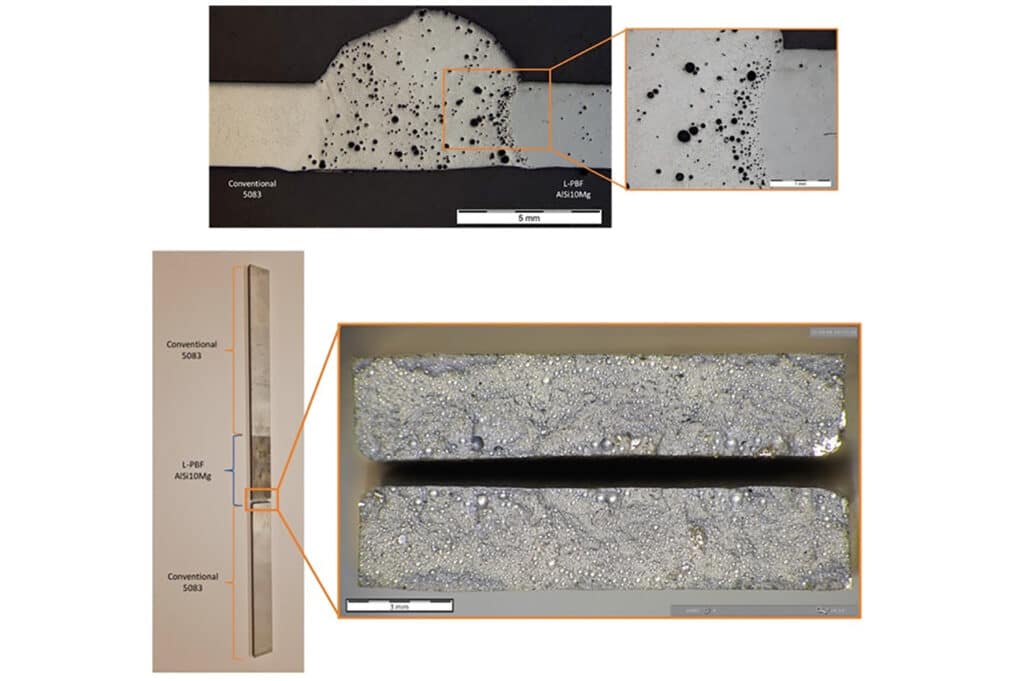
Hoewel deze uitdagingen verband houden met het materiaal zelf, zijn zij nog kritischer bij het verbinden van additief vervaardigde aluminiumlegeringen, zoals de porositeiten die optreden bij het lassen van onderdelen die door L-PBF zijn vervaardigd (zie figuur 2). Het hoge aantal porositeiten, vooral in de buurt van het L-PBF-materiaal, is te wijten aan het materiaal zelf. Het bij L-PBF-processen gebruikte basispoeder heeft een hogere oppervlakte-volumeverhouding dan toevoegmaterialen in de vorm van draad, waardoor waterstof door het poederoppervlak kan geabsorbeerd worden, hetgeen nog meer het geval is wanneer het poeder in het proces wordt gerecycleerd en hergebruikt. De invloed van de oppervlakte-volumeverhouding van de toevoegmaterialen van de AM-processen (poeder en draad) op het porositeitsgehalte kan ook waargenomen worden wanneer lassen in conventionele, WAAM en L-PBF platen vergeleken worden (zie figuur 3). Het hoge porositeitsgehalte is de belangrijkste factor voor de vermindering van de mechanische eigenschappen (figuur 4). De porositeiten kunnen ook worden waargenomen via een analyse van het breukvlak (figuur 5).
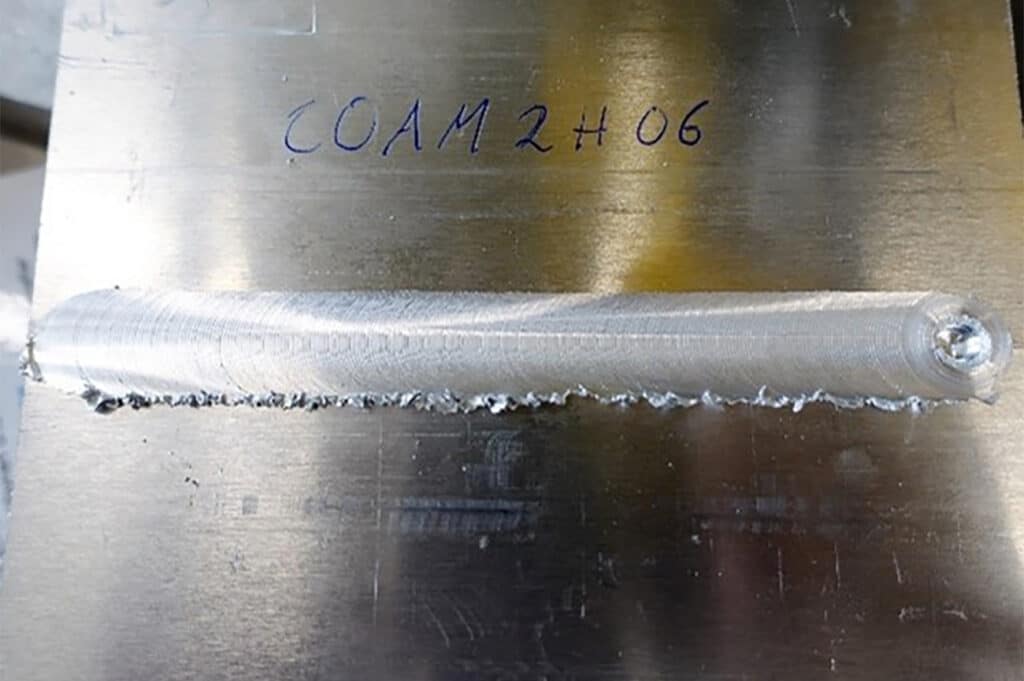
Er kon geconcludeerd worden dat aluminium onderdelen vervaardigd door WAAM kunnen gelast worden met behulp van smeltlasprocessen zoals MIG/MAG, elektronenbundel of laserlassen. Voor het lassen van L-PBF aluminium AlSi10Mg wordt momenteel nog verder onderzoek uitgevoerd, bijvoorbeeld naar de invloed van het toevoegmateriaal, het beschermgas en het reinigen via laser.
Solid-state lasprocessen hebben een groter potentieel voor het lassen van L-PBF aluminium AlSi10Mg. Wrijvingsroerlassen (FSW) is een verbindingstechniek in de vaste toestand, waarbij een roterend gereedschap, bestaande uit een schouder en een pin met schroefdraad, tussen de te lassen platen wordt bewogen. De intense plastische vervorming in combinatie met de verhoogde temperatuur tijdens het proces resulteert in fijne gelijkvormige gerekristalliseerde korrels in de laslens. Een preliminair onderzoek is uitgevoerd om de haalbaarheid aan te tonen van het wrijvingsroerlassen van L-PBF AlSi10Mg platen. De optredende metallurgische evoluties werden bestudeerd op basis van metallografisch en destructief onderzoek.
Een doorsnede van een typische las is weergegeven in figuur 7. De las vertoont de klassieke morfologie die wordt waargenomen in wrijvingsgelaste stompe verbindingen. Deze textuur is het gevolg van de intense plastische vervorming en de blootstelling aan hoge temperaturen tijdens FSW. Op basis van de microstructurele kenmerken van de korrels en precipitaten kunnen in de las twee zones worden onderscheiden, namelijk de geroerde zone (laslens) en de thermomechanisch beïnvloede zone (TMAZ). De microstructuur van het basismateriaal is zichtbaar aan de zijkanten van de las.
De resultaten van dit voorbereidende werk tonen aan dat L-PBF AlSi10Mg-platen met succes gelast kunnen worden met FSW om grotere onderdelen te produceren.

Wenst u de lasbaarheid te onderzoeken van uw AM-onderdelen, dan kan dit in het kader van het COAMWELD project. Neem contact op met Koen Faes van het Belgisch Instituut voor Lastechniek voor meer informatie, via mail Koen.Faes@bil-ibs.be of telefonisch
+32 9 292 14 03.



