Platform voor de metaal- & staalverwerkende industrie
De misvatting dat 3D-printstukken kant-en-klaar uit de 3D-printer komen, geraakt stilaan de wereld uit. Vaak voelt hun oppervlak nog zeer ruw aan of hangen de steunstructuren er nog aan die nodig waren om het stuk te kunnen printen. Post-processing is vandaag dan ook het onderscheidende kenmerk in additive manufacturing (AM). Naarmate de technieken in volle wasdom raken, gaan ook de eisen van de eindklant immers in crescendo.
Onder post-processing wordt een resem technieken begrepen die een onafgewerkt 3D-geprint stuk transformeren in iets werkbaars, toonbaars en verkoopbaars. Sommige van deze technieken vinden universeel toepassing bij alle AM-technieken. Andere zijn heel specifiek verbonden met bepaalde 3D-printtechnieken. Maar ze hebben allemaal hetzelfde doel voor ogen: het 3D-geprint stuk naar zijn gewenste finale vorm te brengen.
Het belang van post-processing wordt steeds groter. 3D-printen vindt immers steeds meer toepassing als een productietechniek, waardoor ook de eisen voor een betere eindkwaliteit de hoogte in gaan. 3D-geprinte stukken zien (en voelen) er vandaag beter dan ooit uit. Wat er dan precies nodig is qua post-processing, hangt af van de gebruikte 3D-printtechnologie en de eindbestemming en het eindgebruik van de 3D-geprinte stukken.
Een duidelijke trend die zich vandaag aftekent is de toenemende graad van automatisering. Het manueel polijsten van 3D-geprinte stukken is niet alleen duur, maar levert vooral weinig garanties voor een consistente eindkwaliteit.
Post-processing kan om esthetische of om functionele redenen gebeuren. Als er enkel een ruw prototype nodig is, komt er misschien geen post-processing aan te pas, maar quasi alle stukken die uit de 3D-printer komen hebben wel een of andere nabehandeling nodig. We zetten de belangrijkste redenen op een rijtje:
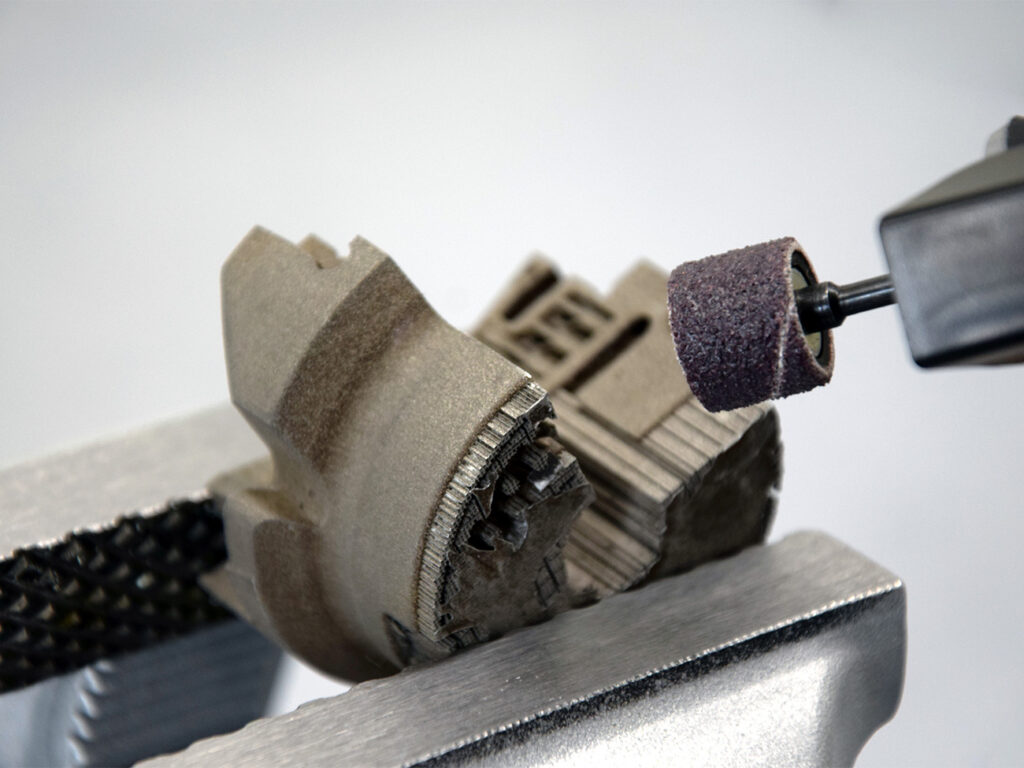
3D-printers worden geroemd om de vrijheid van ontwerpen die ze bieden om extreem complexe vormen tot strand te brengen. In bepaalde gevallen zullen die tijdens het printproces om steunstructuren vragen, die verhinderen dat het stuk zou ineenzakken zolang het nog niet zijn volledige vorm heeft meegekregen. Die moeten uiteraard na het 3D-printen verwijderd worden. Door ze simpelweg af te breken (manueel of met een tangetje), dat is vaak het geval wanneer ze uit hetzelfde materiaal bestaan als het 3D-geprint stuk. Andere steunstructuren zijn uit een bepaald materiaal gemaakt dat later kan opgelost worden in een vloeistof voor een sneller en mooier resultaat.
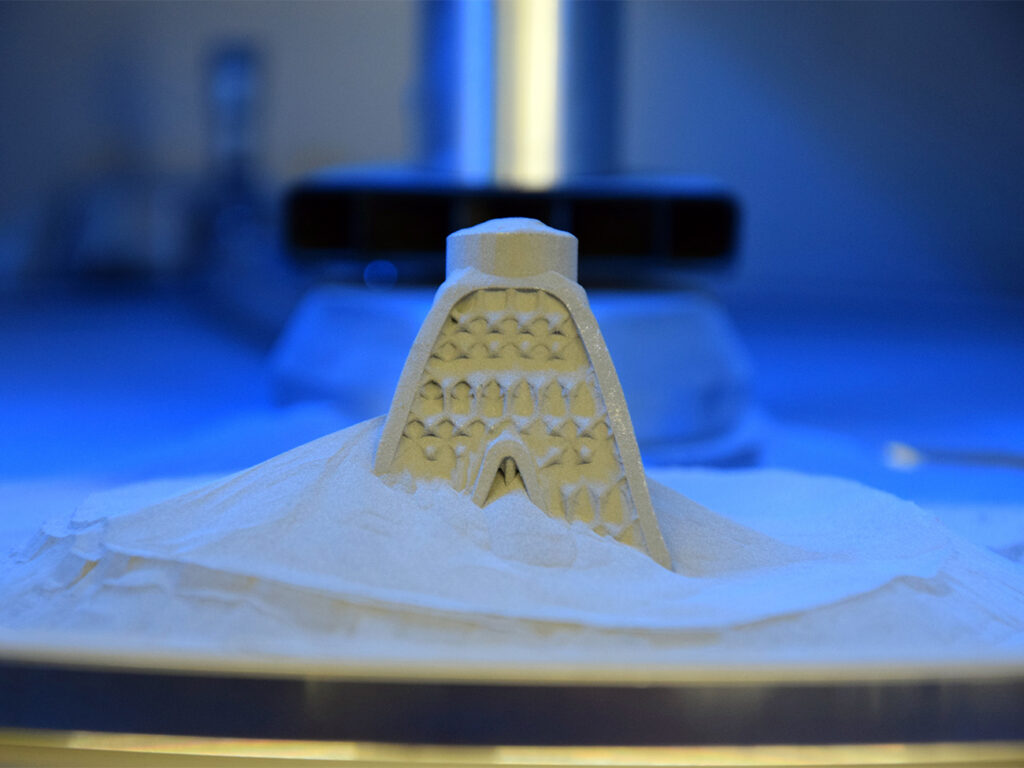
Heel wat van de meest toegepaste 3D-printtechnieken gebruiken poeder als basisgrondstof. Wanneer het stuk afgewerkt is, blijft er vaak een poederachtig residu over op het oppervlak dat moet worden verwijderd. Hoewel dat manueel kan door middel van vegen of stofzuigen, is het sneller, efficiënter en veiliger om daarvoor een aangepaste machine te gebruiken, vooral wanneer de productieschaal toeneemt. Er bestaan verschillende technieken voor, gaande van perslucht, water en straalmiddelen tot het roteren en vibreren van de stukken om het ‘ontpoederen’ te versnellen.
Processen die gebruikmaken van harsen, zoals SLA, kunnen een kleverige substantie achterlaten. Deze harsen moeten eraf vooraleer er andere post-processing technieken kunnen volgen of vooraleer de 3D-geprinte stukken kunnen getest of afgeleverd worden. Dit kan door ze manueel te weken in een solvent (bijvoorbeeld isopropanol), maar daarvoor bestaan ook machines die dat op een geprogrammeerde en gecontroleerde manier kunnen uitvoeren.
Het zou kunnen dat het 3D-geprinte stuk zachtjes moet worden geschud in het solventbad of dat er een sequentie van banden moet worden doorlopen.
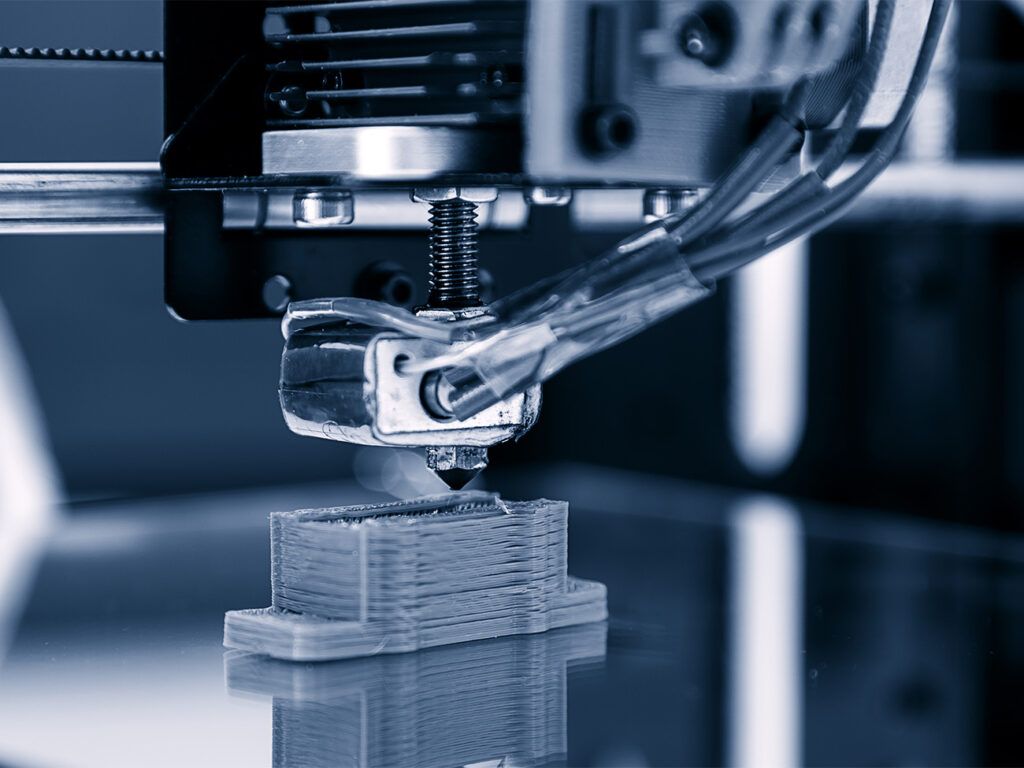
De meeste 3D-geprinte stukken ondergaan nog een warmtebehandeling. Dit bevordert de fusie van de 3D-geprinte laagjes en zorgt voor de gewenste mechanische eigenschappen in het metaal. Onder bepaalde omstandigheden kan dit ook dienen om ongewenste contaminaties, zoals een oxidefilm, te verwijderen. Dit kan al in de 3D-printer gebeuren, maar er bestaan ook stand-alone machines. Uitharden geldt vooral voor 3D-printstukken uit harsen en gebeurt onder uv-lampen. Metalen en keramieksoorten worden vaak nog gesinterd om eventuele metalen partikels nog samen te sinteren om de stukken te versterken.
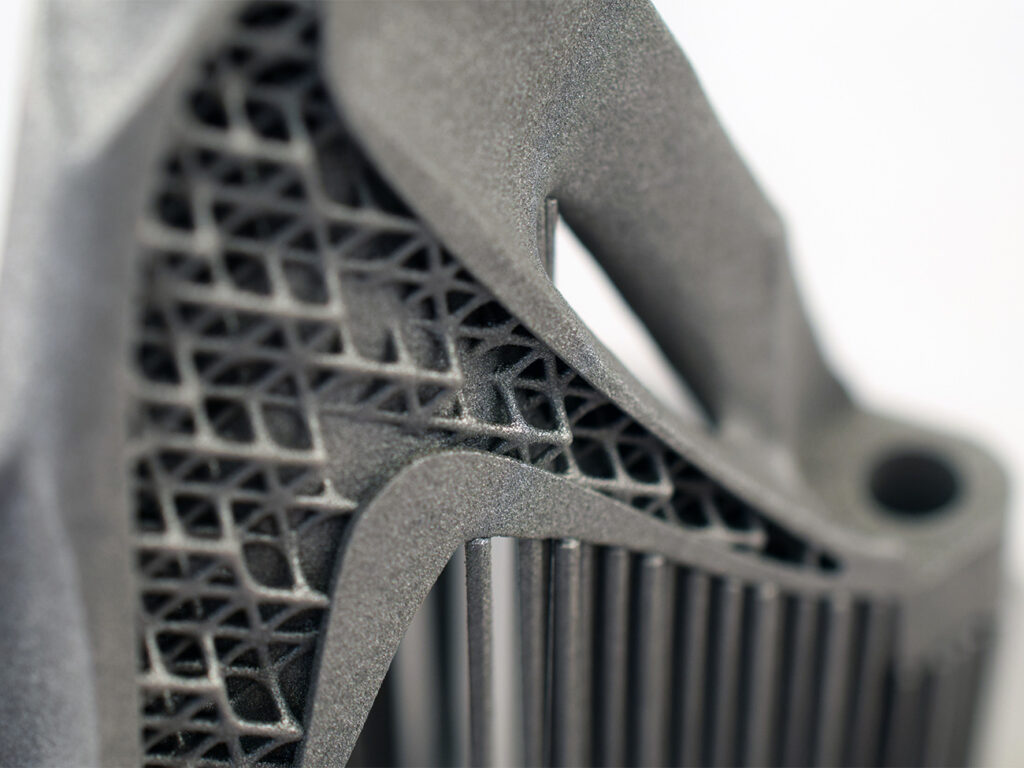
Uiteraard gaan er nog 3D-printbedrijven met schuurpapier aan de slag om hun stukken af te werken, maar steeds vaker wordt voor machines geopteerd zodat de kwaliteit constant wordt. Om 3D-geprinte stukken gladder te maken (‘smoothing’) kan er gekozen worden voor een mechanische aanpak of een chemische. Het dient om eventuele zichtbare lijntjes tussen de verschillende lagen weg te werken, een ongewenst neveneffect dat zelfs bij het 3D-printen aan hoge resolutie kan voorkomen. Het gaat in beide gevallen om methodes die wat materiaal wegnemen om de gewenste oppervlakteruwheid te krijgen.
Mechanisch vergladden gebeurt met verschillende straalmedia, in functie van de gebruikte grondstoffen. Er kan gestraald of gevibreerd worden. Het gaat om geautomatiseerde goed beheersbare processen. Chemische smoothing zien we vooral bij FDM-printtechnieken, maar het kan soms nog wat mankeren aan nauwkeurigheid.
De finale step in post-processing is de inspectie van het geleverde werk. Een visuele inspectie kan uiteraard al wat vertellen, maar steeds meer wordt er gegrepen naar de technieken die ook bij klassieke verspaningsprocessen dienen om de kwaliteit te attesteren. Met een CMM-meetbank, bijvoorbeeld, kunnen de dimensies van een 3D-geprint stuk evengoed in kaart gebracht worden.
Een alternatief is de toepassing van 3D-metrologiescanners, waar de snelheid nog iets hoger ligt. Met behulp van robotarmen en adequate 3D-software kan ook dit proces geautomatiseerd worden.
Louwers Mediagroep
Domein de Herten
Hertsbergsestraat 4
8020 Oostkamp, België



