Platform voor de metaal- & staalverwerkende industrie
Een recent onderzoek boog zich over ultrasnel laserbewerken van keramiek uit zirkonium-/aluminiumoxide nanocomposiet, het huidige standaard materiaal voor keramische lagercomponenten in orthopedie wegens zijn tegelijk hoge hardheid en slijtageweerstand. Onder experimentele omstandigheden werd de zirkoniumoxidefase selectief verwijderd via ablatie, terwijl de aluminiumoxidefase intact bleef. Dit opent nieuwe perspectieven voor selectieve oppervlaktebehandelingen.
Het onderzoeksteam, dat ook experts van Sirris telde, ging na hoe keramiek uit zirkonium-/aluminiumoxide nanocomposiet reageert onder ultrasnelle laserbestraling aan een ‘fluence’ (fluentie) nabij de ablatiedrempel, waar de inhomogeniteit van het materiaal niet verwaarloosbaar is. Extra aandacht ging naar de invloed van de toegepaste laserfluentie op het gedrag van de verschillende fasen bij ablatie.
Met een pulsduur die korter is dan de elektron-foton-relaxatietijd worden ultrasnelle lasers uitgebreid ingezet voor materiaalbewerking met een hoge precisie en minimale thermische invloed. Bij eerdere experimentele onderzoeken waren de toegepaste laserfluenties veel hoger dan de laserablatiedrempel van de materialen voor de efficiënte verwijdering van materiaal. Aangezien de korrelgroottes daarbij veel kleiner waren dan de laserpunt, was de invloed van de intrinsieke microstructurele inhomogeniteit van de nanocomposietmaterialen niet duidelijk. Wanneer de toegepaste laserfluentie echter rond de ablatiedrempel ligt, is er slechts een klein gebied in het centrum van de laserpunt, waar de lokale laserfluentie groter is dan de ablatiedrempel. Onder deze omstandigheden wordt de inhomogeniteit van het nanocomposietmateriaal verwacht een aanzienlijke invloed te hebben op de resultaten van laserbewerken en mag daarom niet over het hoofd gezien worden.
In plaats van het substraat als homogeen materiaal te beschouwen, zoals gebruikelijk is in lasermicrobewerken, werd tijdens het recente onderzoek het ablatiegedrag van de verschillende materiaalfasen rond de drempel van laserablatie bij ultrasnelle laserbestraling onder de loep genomen. Bij (laser)ablatie wordt materiaal lokaal verhit, waardoor bij een bepaalde temperatuur een kritische waarde wordt overschreden, het materiaal daarbij verdampt en zo verwijderd. Omdat het materiaal via ablatie fysiek verwijderd wordt, wordt ook de thermische energie die in de massa vervat zat verwijderd en zal de gemiddelde temperatuur van het overblijvende materiaal dalen.
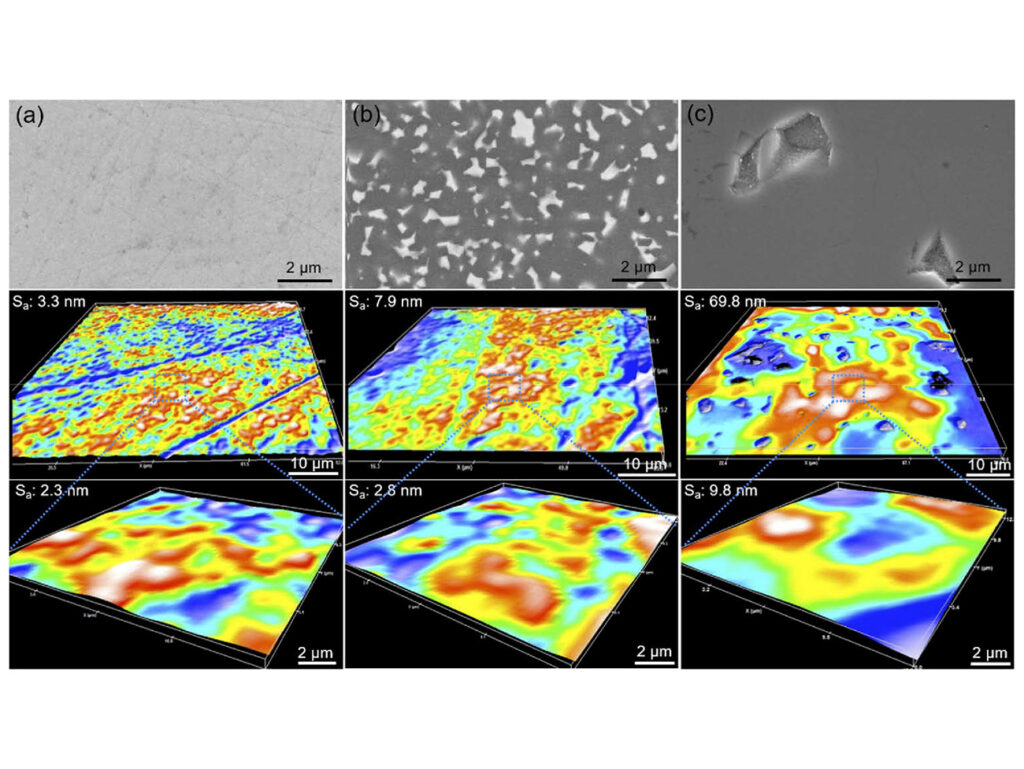
Het keramiek uit eenfasig zirkonium en aluminium en zikonium-/aluminiumoxide nanocomposiet werd verwezenlijkt met commercieel verkrijgbare poeders via drukloos sinteren. Het gesinterde keramiek werd eerst gepolijst met diamantpasta met verschillende korrelgroottes, daarna met een SiO2-polijstoplossing om een gladde oppervlakteafwerking te bereiken. De ruwheid over een groter oppervlak bedroegen voor zowel het zirkoniumoxide als het composietmateriaal minder dan 10 nm. Onregelmatigheden aan het oppervlak van het aluminiumoxide oppervlak waren veroorzaakt door uitgetrokken korrels tijdens het polijsten, wat de oppervlakteruwheid over een groot oppervlak aanzienlijk deed stijgen, terwijl de oppervlakteruwheid over een klein oppervlak nog altijd onder 10 nm bleef, wanneer geen rekening werd gehouden met de gebreken. Het keramiek werd bewerkt met als laserbron een femtosecondelaser met Gauss-straalprofiel, met 250 fs als volledige breedte aan half de maximale pulswijdte en een maximale pulsenergie van 20 μJ. De golflengte van de laser was 1.030 nm en de focale lengte van de optische lens was 100 mm.
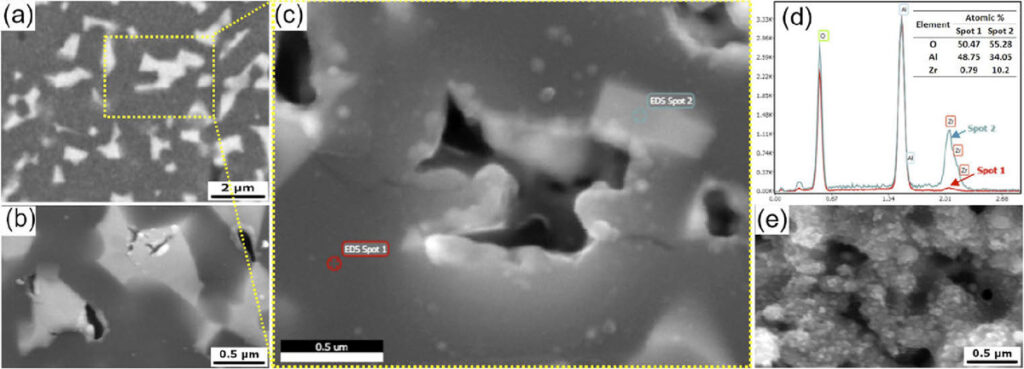
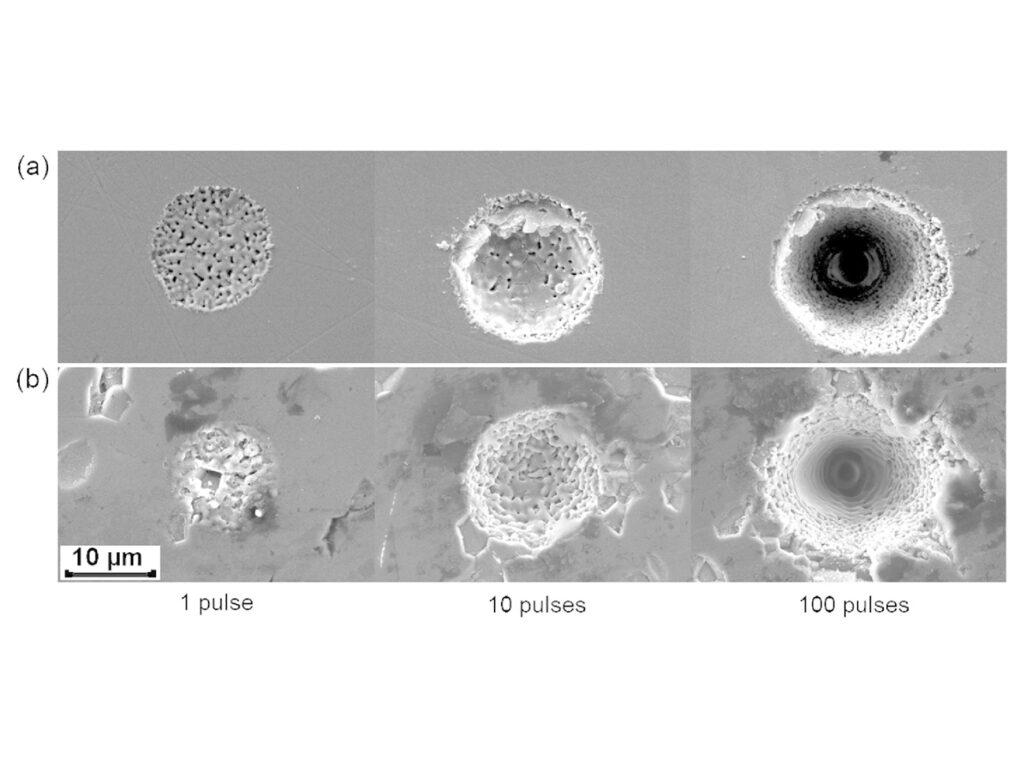
Onder experimentele omstandigheden kon de zirkoniumoxidefase selectief worden verwijderd via ablatie, terwijl de aluminiumoxidefase intact bleef. De laserablatiedrempel is een kritische parameter voor het lasermicrobewerkingsproces. Verschillende fenomenen doen zich voor rond deze drempel, zoals verwijdering van materiaal en de vorming van laser geïnduceerde periodische oppervlaktestructuren (laser-induced periodic surface structures – LIPSS). Om het gedrag van materiaal rond de ablatiegrens te onderzoeken, werd een scanexperiment uitgevoerd. Wanneer de toegepaste laserfluentie 2,02 J/cm² bedroeg (d.i. een beetje meer dan de ablatiedrempel van zirkoniumoxide onder 16-puls-laserbestraling, maar minder dan die van aluminiumoxide), werden kleine, door de laser uitgelokte gebreken ontdekt op de zirkoniumoxidefase, vooral aan de korrelgrenzen tussen de zirkoniumoxide- en aluminiumoxidefasen. Aan een laserfluentie van 2,24 J/cm², wat veel meer is dan de ablatiedrempel van zirkoniumoxide onder 16-puls-laserbestraling, maar nog altijd minder dan die van aluminiumoxide, waren veel grotere, door de laser veroorzaakte gebreken te zien, voornamelijk in de zirkoniumfase.
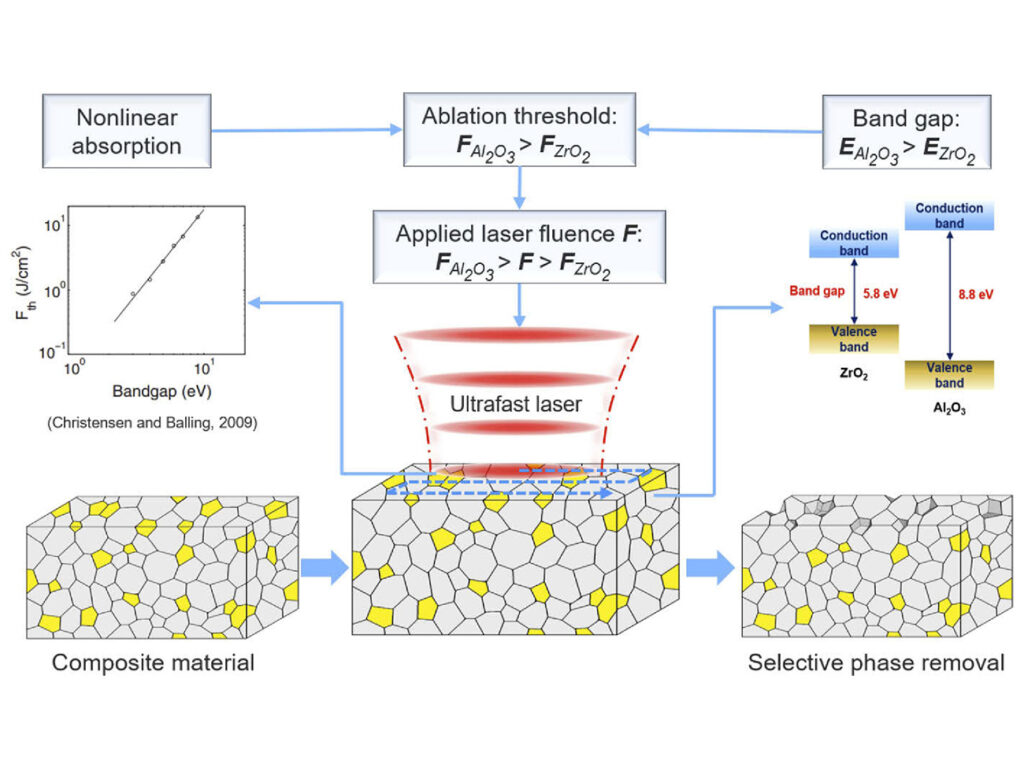
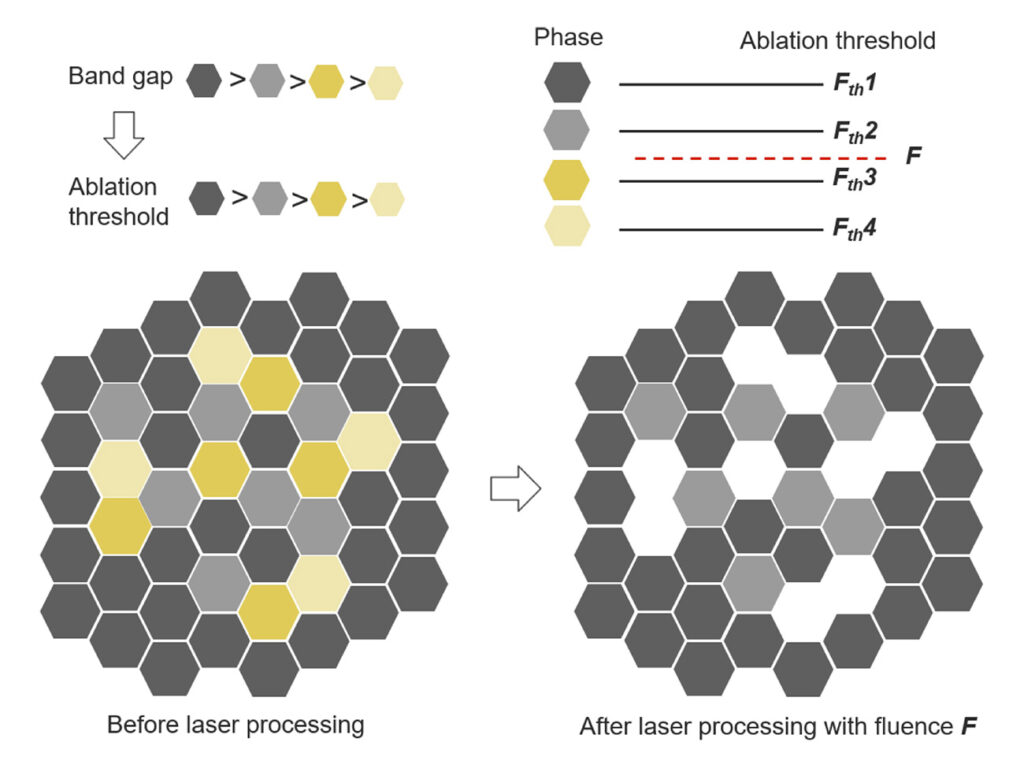
De ablatiedrempel van diëlektrische materialen is volgens onderzoek gelinkt aan de bandkloof, met een exponent die varieert van 2,5 tot 3. De bandkloof van zirkoniumoxide ligt rond 5,8 eV, die van aluminiumoxide rond 8,8 eV. Omwille van die grotere bandkloof wordt aluminiumoxide verwacht resistenter te zijn aan laserablatie vergeleken met zirkoniumoxide. Dit impliceert dat onder bepaalde laserbewerkingsparameters de zirkoniumoxidefase kan bewerkt en verwijderd worden via ablatie, terwijl de aluminiumoxidefase intact blijft, wat kon worden bevestigd tijdens de experimenten binnen het onderzoek: door de non-lineaire absorptiemechanismen onder ultrasnelle laserbestraling kon de zirkoniumoxidefase, met een bandkloof van 5,8 eV, meer laserenergie absorberen dan de aluminiumoxidefase, met een grotere bandkloof van 8,8 eV.
De verwaarloosbare warmtediffusielengte verzekert dat de geabsorbeerde laserenergie begrensd blijft in de individuele fasen, wat leidt tot selectieve ablatie van zirkoniumoxide onder de gegeven laserinvloed.
Op basis van deze observatie kan een oppervlaktebehandelingsmethode via ultrasnelle selectieve laserablatie voorgesteld worden om de oppervlaktesamenstelling van nanocomposietmaterialen die uit fases met een verschillende bandkloof bestaan te veranderen. Zo wordt het mogelijk selectief bepaalde fasen uit het oppervlak van de materialen te verwijderen. Anders dan andere oppervlaktebehandelingsmethoden, zoals zandstralen, niet-selectief chemisch etsen, laseroppervlaktetextureren en traditionele mechanische bewerking, waarbij de oppervlaktetopologie veranderen het hoofddoel is, mikt de nieuwe methode met ultrasnelle laser op het selectief veranderen van de oppervlaktesamenstelling van een nanocomposietmateriaal dat samengesteld is uit verschillende fasen. Door specifieke fasen te verwijderen wordt de oppervlaktetopologie onvermijdelijk gewijzigd, wat een toegevoegde waarde kan zijn of een omgekeerd effect teweegbrengen op het finale product, afhankelijk van de gewenste functionaliteit.
Mogelijke toepassingen zijn te vinden waar de vereiste voor de oppervlaktesamenstelling verschillend is van het bulkmateriaal om bepaalde functies te vervullen. Het voordeel van deze methode is tweeledig: enerzijds biedt deze methode, in analogie met selectief chemisch etsen, een nieuwe fysische manier om de oppervlaktesamenstelling van een composietmateriaal te veranderen, maar dan zonder daarbij nieuwe chemische elementen aan de omgeving toe te voegen. Anderzijds wordt de methode gekenmerkt door het verwijderen van individuele korrels, met kleine holten aan het behandelde oppervlak als gevolg. De grootte van de holten wordt bepaald door de korrelgrootte, die kleiner kan zijn dan de diameter van de laserstraal. Daarom kan de methode ook gebruikt worden om de oppervlaktetopologie te wijzigen van een composietmateriaal met een veel kleinere feature-grootte vergeleken met het klassieke laseroppervlaktetextureringsprocedé, waarbij de feature-grootte van de textuur gewoonlijk beperkt wordt door de laserpuntgrootte. Dit kan nuttig zijn om de slijtageperformantie van de behandelde oppervlakken te verbeteren.
In samenwerking met Sirris
Louwers Mediagroep
Domein de Herten
Hertsbergsestraat 4
8020 Oostkamp, België



