Platform voor de metaal- & staalverwerkende industrie
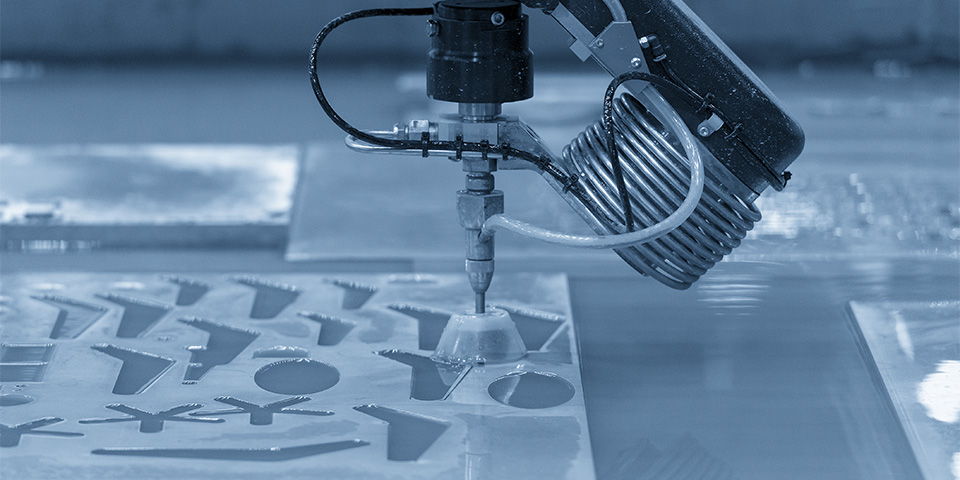
Waterstraalsnijden is een proces dat materialen gaat snijden door middel van een waterstraal onder hoge druk. Is het materiaal zeer hard? Dan worden korrelvormige schuurmaterialen oftewel abrasieven toegevoegd om de waterstaal extra snijkracht te geven. Wat waterstraalsnijmachines voor hebben op gelijk welke andere snijtechnologie, dat is dat vrijwel elk materiaal er mee zal kunnen worden gesneden. Dit artikel zet de voordelen op een rij die komen kijken bij het proces.
De dikte van het materiaal speelt ook een rol in de natuurlijke vorm waarmee het water door het materiaal snijdt.
Als u te snijden materiaal geen reactie aangaat met water, dan is de kans bijzonder groot dat het met waterstraalsnijden in vorm kan gebracht worden. Zoals de naam het al zegt, gaat het om een snijtechnologie die gebruikt maakt van een waterstraal. Door het water onder druk te brengen (van 3.500 tot 6.000 bar) zal de waterstraal een snelheid bereiken die meer dan het dubbele is van de geluidssnelheid. Dat maakt de straal tot een haarscherp instrument voor snedes in zowat elk materiaal. Waterstraalsnijden is dankzij zijn uitstekende karakteristieken al lang geen exoot meer in de metaalverwerkende industrie. Het kent bijvoorbeeld toepassing in de lucht- en ruimtevaart en werkplaatsen voor voertuigen om vormen en onderdelen efficiënt te snijden. Voor zachtere materialen (stoffen, rubber, metaalfolies) of voedsel zal water volstaan. Voor hardere of dikkere materialen (metalen, steensoorten, dikkere kunststofmaterialen) zijn abrasieven aangewezen. Deze schurende deeltjes worden in het spuitkop aan het water toegevoegd.

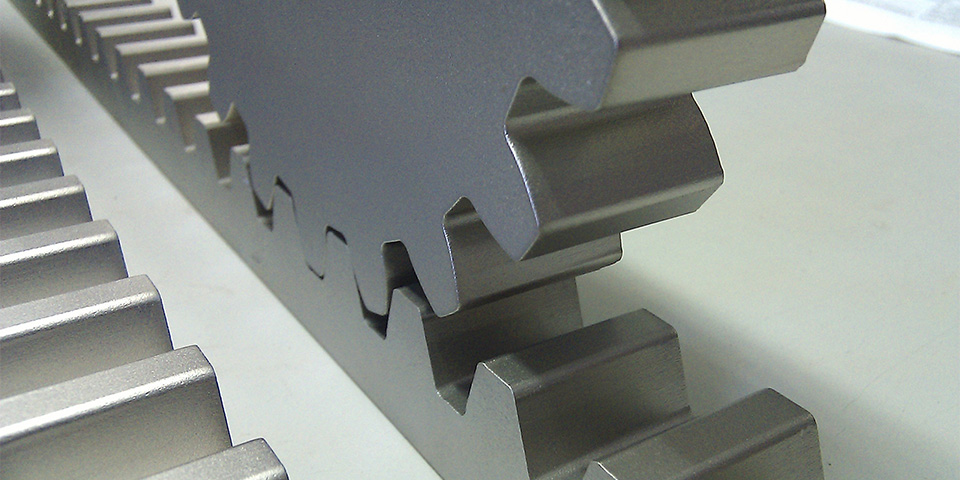
Door de combinatie met abrasief (vaak zand) kan het waterstraalsnijden dus ook harde materialen en grote materiaaldiktes de baas.
Door de combinatie met abrasief (vaak zand) kan het waterstraalsnijden dus ook harde materialen en grote materiaaldiktes de baas. Dat gebeurt zelfs in die toepassingen met een rechte en vrijwel braamloze snede van hoge kwaliteit. Dat zijn meteen twee sterke troeven die het waterstraalsnijden heeft ten opzichte van de laser- of plasmatechnologie. Een derde belangrijk element is de warmteontwikkeling. Waterstraalsnijden betreft een koude snede, er zal met andere woorden geen hitte-inbreng zijn in het materiaal, dus ook geen thermisch belaste zones, geen risico’s op smelten, scheuren, verharden of vervormen. Voor warmtegevoelige materialen verdient de techniek daarom vaak de voorkeur. Verder zijn ook de flexibiliteit en vormvrijheid zeker het vermelden waard. Door de nauwe snijbreedte (slechts 1 mm materiaalverliezen) zijn er daarenboven voordelen te rapen bij het nesten. Het is mogelijk om met waterstraalsnijden een volledig haakse snede te maken waardoor het een zeer nauwkeurige productiemethode is.
Is het materiaal zeer hard? Dan worden korrelvormige schuurmaterialen oftewel abrasieven toegevoegd om de waterstaal extra snijkracht te geven.
Bij waterstraalsnijden zijn specifieke factoren van invloed op de vorm waarmee de snede door het materiaal wordt gemaakt. Allereerst wordt de waterstraal groter naarmate deze verder van het spuitstuk afstaat. Dit kan een taps toelopend effect op de snijlijn creëren, zodat deze niet vierkant afloopt ten opzichte van het metaaloppervlakte. Daarnaast bepaalt de snelheid waarmee de snede wordt gemaakt welk taps toelopend effect optreedt, bijvoorbeeld door niet genoeg of juist te veel tijd te gebruiken om de snede te maken. De dikte van het materiaal speelt ook een rol in de natuurlijke vorm waarmee het water door het materiaal snijdt. Het taps toelopende effect kan op verschillende manieren worden toegepast of geëlimineerd of beheerst door het spuitstuk exact af te stellen om de waterstraal optimaal te richten. De snijsnelheid moet op het type en de dikte van het materiaal worden afgestemd. Het is zelfs mogelijk om te compenseren voor taps toelopen door de hoek van de spuitkop zo aan te passen dat het eindresultaat een rechthoekige snede is zonder enig taps toelopen.
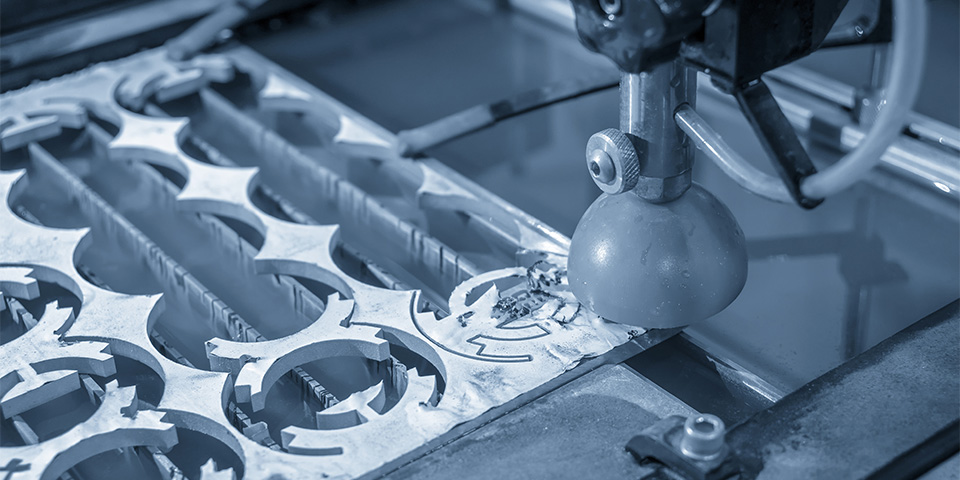
Door de nauwe snijbreedte (slechts 1 mm materiaalverliezen) zijn er daarenboven voordelen te rapen bij het nesten. (Beeld: Phuchit)
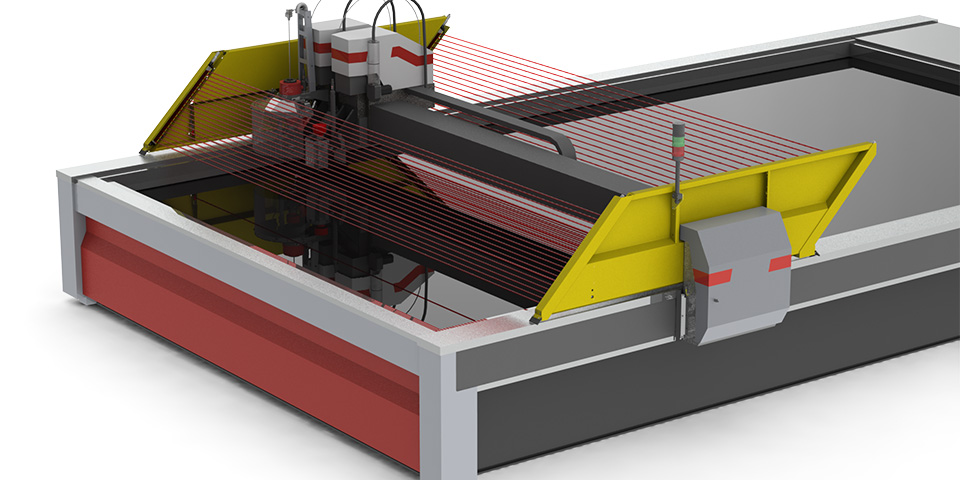
Een van de voornaamste onderdelen in het proces is de hogedrukpomp. Ze moet immers voldoende bar ontwikkelen om het water aan hoge snelheid door de spuitkop te jagen. Dit zal ook veelal uitmonden in hoge snijsnelheden. Toch is snelheid een enorm variabele factor in het snijproces van waterstraalsnijden. De instelling zal immers afhangen van verschillende factoren, zoals de stijfheid en de dikte van het materiaal, de vorm en de vooropgestelde kwaliteit. Door met meerdere koppen te werken, kan de snelheid van het snijproces uiteraard gevoelig opgetrokken worden. Bovendien liggen er de nodige mogelijkheden voor tijdsbesparing. In vergelijking met andere snijtechnieken komen er geen gereedschapsomstellingen aan te pas en zal er ook relatief weinig of zelfs geen nabewerking meer nodig is, zeker wanneer de snelheid onder controle wordt gehouden. Wel moet men nog rekening houden met een (beperkt) na-ijleffect dat zichtbaar kan zijn aan de onderzijde van het werkstuk. Precies dat spanningsveld tussen productiesnelheid en afwerking zal ook het verschil maken in na-ijleffect. Bij een lage snelheid zal dat namelijk niet of minder zichtbaar zijn. Men moet dus zelf afwegen of een hoge snelheid (en dus een lage productieprijs) een mindere afwerking waard is of niet.
Louwers Mediagroep
Domein de Herten
Hertsbergsestraat 4
8020 Oostkamp, België



