Platform voor de metaal- & staalverwerkende industrie

Aluminium velgen zijn sinds de jaren zeventig uitgegroeid van een accessoire voor sportieve rijders en voor het hogere echelon van wagens tot een massaproduct. Machinebouwer Dugar + Schuster kent de markt voor aluminium velgen op zijn duimpje en levert aan toeleveranciers van de automobielindustrie. „De prestaties van een machine komen alleen in perfect samenspel met de gereedschappen volledig tot hun recht“, vindt oprichter Horst Schuster. Met HORN heeft Dugar + Schuster voor de oorspronkelijke uitrusting van zijn draaimachines een passende partner gevonden. De knowhow van de gereedschapsfabrikant uit Tübingen maakte het verschil.
Voor het bewerkingsproces van aluminium velgen worden meestal speciale, maar ook standaarddraaicentra gebruikt. Met de ontwikkeling van de serie RDM 4 biedt Dugar + Schuster een machine voor de bewerking van velgen met een grootte van 12 tot 24“. Het hart van de machine is een speciaal ontworpen motorspil met een vermogen van 92 kW, waarop de velgen met speciale spanmiddelen worden gespannen. Twee verticaal gepositioneerde gereedschaphouders met elk plaats voor acht gereedschappen bieden ook voor veeleisende bewerkingen voldoende plaats. Sinds 2015 kiest Dugar + Schuster voor zijn gereedschappen voor HORN. De Rijnlander biedt op verzoek van de klant alle machines als oorspronkelijke uitrusting aan, inclusief de gereedschappen van HORN. Ook de demonstratiemodellen werken met de gereedschappen van HORN. “De gereedschappen zijn uiterst efficiënt en speciaal afgestemd op het bewerken van aluminium. Dankzij de ervaring en de betrokkenheid van het bedrijf en zijn adviezen kunnen wij het optimum voor klantspecifieke toepassingen realiseren”, stelt directeur Frank Schuster.

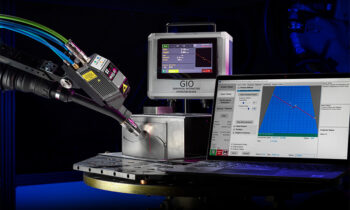
De van PCD-coating voorziene sneden bieden lange standtijden, een gecontroleerde
spaanbreuk en een hoge kwaliteit van het oppervlak.
Voor de productie van niet-afgewerkte aluminium velgen worden in het algemeen, afhankelijk van de kwaliteit en de prijsklasse, drie processen gevolgd: Flow-Forming (cilindrische drukwalsen), smeden en gieten. Alle processen vereisen echter een verspanende bewerking in functie van de vormgeving. De vereiste toleranties evenals de roterende en gebalanceerde loop kunnen alleen op deze manier worden aangehouden. Daarnaast stelt de automobielindustrie hoge eisen aan de kwaliteit van het oppervlak, wat tevens het design van de velg kenmerkt. Elk productieproces brengt andere eigenschappen bij het verspanen met zich mee. Flow-Form velgen hebben de neiging om, deels als gevolg van de zeer geringe wandsterkte van het velgbed, te trillen. Om deze trillingen te vermijden, dient een aangepaste verdeling van de snede ingesteld te worden. Gesmede velgen hebben in tegenstelling tot gegoten velgen de neiging tot lange spanen en een hogere overmaat. De sterkte van de gesmede velgen is dan weer hoger dan bij gegoten velgen, waardoor er hogere eisen aan het vermogen van de machine en aan de snede gesteld worden. Als gesmede velgen echter een zeer dunne wand hebben, dan zijn de verspaningsvereisten extreem hoog.
“De prestaties van de machine kunnen alleen in perfecte samenwerking met de gereedschappen en de spanmiddelen volledig worden gehaald. Daarom gaan wij ervan uit dat de gereedschappen de prestaties van de machine niet beperken”, meent Schuster. Sinds 2010 is HORN intensief betrokken bij de ontwikkeling van gereedschappen voor de velgenindustrie. Lange standtijden, hoge kwaliteit van het oppervlak en precisie zijn slechts enkele eigenschappen waaraan het gereedschap moet voldoen. Als gevolg van de zeer lange overhangen bij de draai-bewerking van het velgbed en de spaken, dient de gereedschaphouder een buitengewone stabiliteit te hebben. Het ontstaan van trillingen zal anders tot voortijdige slijtage leiden en tot een slechte oppervlaktekwaliteit. “Voor een procesbetrouwbare bewerking van een aluminium velg moet het werkstuk de technische grenzen bepalen, niet de machine of het gereedschap”, stelt Schuster. De diverse aluminium legeringen vereisen aangepaste snijmaterialen voor het procesbetrouwbaar verspanen. HORN kiest daarvoor voor het snijmateriaal PCD (polykristallijne diamant). De precisiegeslepen PCD-snedes realiseren een hoge oppervlaktekwaliteit en voorkomen het ‘vastkleven’ dankzij de lage wrijvingscoëfficiënt van diamant. Bovendien biedt PCD als gevolg van de hoge schuurvastheid, een aanzienlijk hogere standtijd dan hardmetaal. Daardoor is er een betere maatvastheid van de werkstukken gedurende een langere periode.
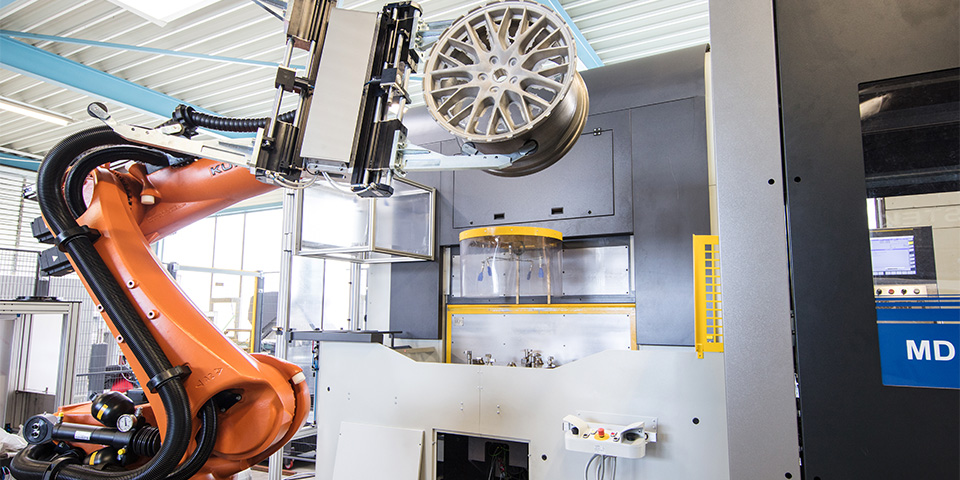
De serie RDM4 van Dugar + Schuster met aangepaste automatisering.
Polykristallijne diamant is een composiet. De diamantdeeltjes bevinden zich als het ware in een toevallige oriëntatie in een metaalmatrix (binder), die kan bestaan uit kobalt, nikkel of titaan. De matrix maakt PCD elektrisch geleidend en kan daardoor ook geërodeerd worden. Het diamantgehalte van de PCD-snijmaterialen ligt in het algemeen rond de 90%. Door het slijpen kan de kwaliteit van de snijkanten met een geringe scherpte worden gerealiseerd. Voor een optimale spaanbreuk en de geleide spaanafvoer biedt HORN de PCD-wisselplaten met gelaserde spaanvormgeometrie.
Louwers Mediagroep
Domein de Herten
Hertsbergsestraat 4
8020 Oostkamp, België